При толщине до 1 мм практически любой листовой металл без проблем поддается гибке на ручных и приводных листогибочных станках. При увеличении толщины сгибаемого листа влияние пластичности обрабатываемого материала возрастает и автоматически возрастают требования к точности расчетов. Наиболее распространенным видом гибки выступает одно угловая гибка, которая осуществляется на пресс-гибочных станках и на станках станках фартучного типа. Работа со стальным листом толщиной свыше 5 мм является трудоемким процессом даже для механизированного способа гибки, возможно более целесообразным будет рассмотреть, как альтернативу, комбинацию работ «порубка + сварка».
Существуют различные виды гибки листового металла:
- Угловая гибка
- Радиусная гибка (она же вальцовка)
В зависимости от количества и направления углов гибки может потребоваться различное оборудование, а также изменения в последовательности операций. Строго говоря, даже угловая гибка оставляет на ребре небольшой радиус, а радиусная гибка деталей большой толщины может быть выполнена серией угловых сгибов
Оборудование для гибки листового металла
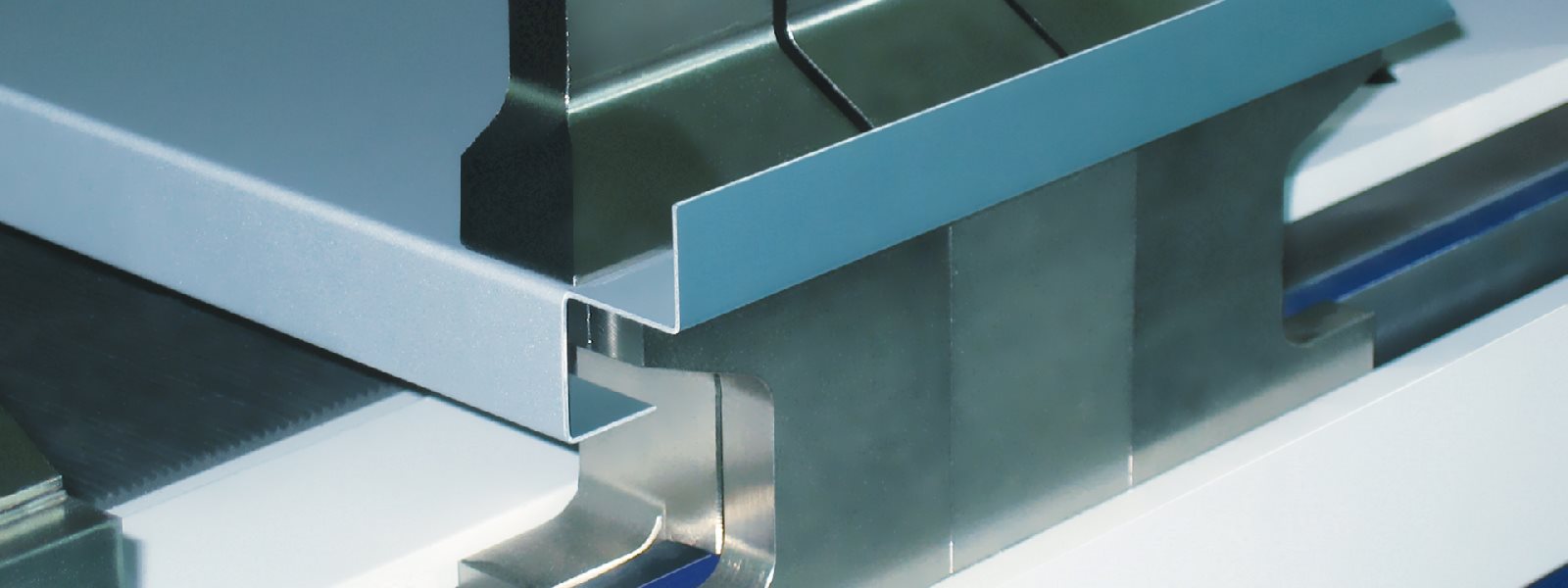
Наиболее распространенным видом гибки листа выступает одно угловая гибка. Данный вид гибки характеризуется условно V-образным профилем сгиба с широким диапазоном раскрытия. Для осуществления одно угловой гибки используются два основных вида оборудования: пресс-гибочные станки и листогибы. Каждый вид гибочного оборудования обладает своими преимуществами и недостатками, которые обусловлены конструкцией и способом гибки.
Листогибочные прессы бывают вертикального и горизонтального типа и оборудуются механическим или гидравлическим приводом. Наиболее распространными являются с вертикальным ходом рабочего органа, которым выступает пуансон. Гибка осуществляется нажатием рабочего органа на лист с вдавливанием в расположенную ниже матрицу. Угол сгиба может варьироваться подбором матрицы, а в случае отсутствия подходящей матрицы и наличия ЧПУ станка с контролем глубины хода пуансона – может быть достигнут путем экспериментов. Для пресс-гибочного станка характерны высокая производительность и стабильность результата при надлежащей регулировке и правильном подборе рабочих органов. Впрочем, следует отметить, что настройка и замена рабочих органов при изменении параметров листового материала могут занять значительное время. Данный вид оборудования предназначен для серийного производства деталей с одним-двумя сгибами.
Другим видом оборудования для гибки листового материала выступает листогиб. Конструкция и механизм работы листогиба несколько сложнее, чем у листогибочного пресса. Основным рабочим органом листогибочного станка выступает поворотная балка, или фартук. Вспомогательную, но от этого не менее важную роль играет механизм фиксации листа в станке: прижимная плита и прижим. В данном случае одно крыло сгиба неподвижно фиксируется в прижимном механизме, а второе крыло сгиба под воздействием поворотой балки загибается в нужном направлении.
Точность при гибке листового металла
При толщине металлического листа до 1 мм точность размеров готового изделия зависят в большей степени от аккуратности при работе и точности нанесения разметки. Традиционно при расчетах пользуются следующей схемой: считается что в месте сгиба металл растягивается по внешнему краю, поэтому при расчете раскроя материала берут во внимание внутренние размеры изделий, которые должны получиться на выходе. Практика и здравый смысл показывают, что такая схема хоть и является предельно упрощенной, но сама по себе вносит лишь свою небольшую лепту в неопределенность конечного результата.
Возможность осуществить гибку листа
Наиболее качественного результата при гибке листа можно добиться при толщине металлического листа в пределах 0,5 — 2 мм. Без дополнительных мероприятий (предварительный подогрев детали в месте сгиба) можно согнуть лист толщиной до 6 мм.
Возможна также гибка рифленого стального листа толщиной 4-5 мм для изготовления ступеней лестниц.
Как Вы уже наверняка понимаете, ключевым фактором при гибке листового металла является толщина материала, который будет поддаваться этому виду металлообработки. Но также следует обратить внимание на длину сгиба.
У нас есть еще предложения по Металлообработке: