При товщині до 1 мм майже будь-який листовий метал без проблем піддається згинанню на ручних і приводних листозгинальних верстатах. Зі збільшенням товщини згинаного листа вплив пластичності оброблюваного матеріалу зростає, і автоматично підвищуються вимоги до точності розрахунків. Найбільш поширеним видом гнучкі є одноуглова гнучка, яка виконується на прес-згинальних верстатах і на верстатах фартушного типу. Робота зі сталевим листом товщиною понад 5 мм є трудомістким процесом навіть для механізованого способу гнуття, тому можливо доцільніше розглянути як альтернативу комбінацію робіт “рубка + зварювання”.
Різновиди гнуття листового металу
- Угловє гнуття
- Радіуснє гнуття (вона ж вальцювання)
Залежно від кількості та напрямку кутів гнуття може знадобитися різне обладнання, а також зміни у послідовності операцій. Строго кажучи, навіть углова гнучка залишає на ребрі невеликий радіус, а радіусна гнучка деталей великої товщини може бути виконана серією кутових згинів.
Обладнання для гнуття листового металу
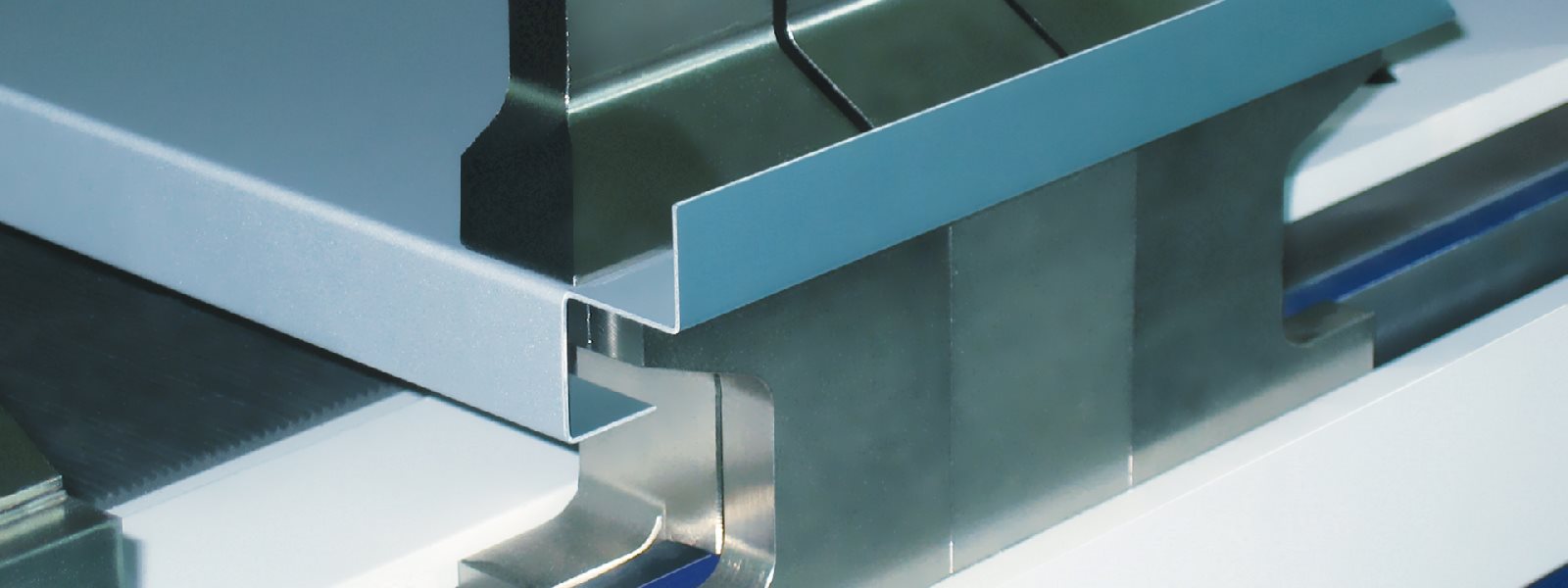
Найбільш поширеним видом гнуття листа є одноугловє гнуття. Цей вид гнуття характеризується умовно V-подібним профілем згину з широким діапазоном розкриття. Для здійснення одноуглового гнуття використовуються два основніх види обладнання: прес-згинальні верстати та листозгини. Кожен вид обладнання має свої переваги та недоліки, зумовлені конструкцією та способом згинання.
Листозгинальні преси бувають вертикального і горизонтального типу та оснащуються механічним або гідравлічним приводом. Найбільш поширеними є преси з вертикальним ходом робочого органу, яким виступає пуансон. Гнуття здійснюється натисканням робочого органу на лист із вдавлюванням у розташовану нижче матрицю. Кут гнуття можливо змінювати вибором матриці, а за відсутності відповідної матриці і наявності ЧПУ верстата з контролем глибини ходу пуансона – досягти потрібного кута експериментально. Для прес-згинального верстата характерні висока продуктивність і стабільність результату за належного регулювання та правильного вибору робочих органів. Водночас слід зазначити, що налаштування і заміна робочих органів при зміні параметрів листового матеріалу можуть займати значний час. Цей вид обладнання призначений для серійного виробництва деталей з одним-двома згинами.
Іншим видом обладнання для гнуття листового матеріалу є листогиб. Конструкція і механізм роботи листогиба дещо складніші, ніж у прес-згинального верстата. Основним робочим органом листозгинального верстата є поворотна балка, або фартух. Важливу роль відіграє механізм фіксації листа у верстаті: притискна плита та притиск. В цьому випадку одне крило згину нерухомо фіксується в притискному механізмі, а друге крило згину під впливом поворотної балки загинається у потрібному напрямку.
Точність при гнутті листового металу
При товщині металевого листа до 1 мм точність розмірів готового виробу залежить більшою мірою від акуратності роботи та точності нанесення розмітки. Традиційно при розрахунках користуються такою схемою: вважається, що у місці згину метал розтягується по зовнішньому краю, тому при розрахунку розкрою матеріалу беруть до уваги внутрішні розміри виробів, які повинні вийти на виході. Практика і здоровий глузд показують, що така схема хоч і є максимально спрощеною, але сама по собі вносить лише невелику частку в невизначеність кінцевого результату.
Можливість здійснити гнуття листа
Найкращий результат при згинанні листа можна досягти при товщині металевого листа в межах 0,5 – 2 мм. Без додаткових заходів (попередній підігрів деталі у місці згину) можна зігнути лист товщиною до 6 мм.
Можлива також згинання рифленого сталевого листа товщиною 4-5 мм для виготовлення сходинок.
Як Ви вже, напевно, розумієте, ключовим фактором при гнутті листового металу є товщина матеріалу, який буде піддаватися цьому виду металообробки. Але також слід звернути увагу на довжину згину.
У нас є ще пропозиції з Металообробки: